伸線加工中に伸線機を止めると線径が変化してしまうことはご存じでしょうか?
伸線加工を行っていると、ダイス交換や段取り替え、または断線などの様々な理由でどうしても加工中に伸線機を止める必要が出てくることがあります。しかし実は伸線中に機械を止めると線径が変化してしまうのです。
今回は、伸線中に機械を止めると発生する、線径の変化について紹介します。
線径が変化する理由
伸線機の停止時に、線径が変化してしまう理由を2つ紹介します。
伸線ダイスの塑性変形
機械を止めると線径が変化する理由の一つは、伸線ダイスが塑性変形から元の形に戻るからです。
伸線ダイスは超硬合金やダイヤモンドで作られており非常に硬いものですが、そんな硬い材料でできている伸線ダイスでも伸線中は弾性変形を起こしており、少しダイス径が大きくなりながら伸線を行っています。
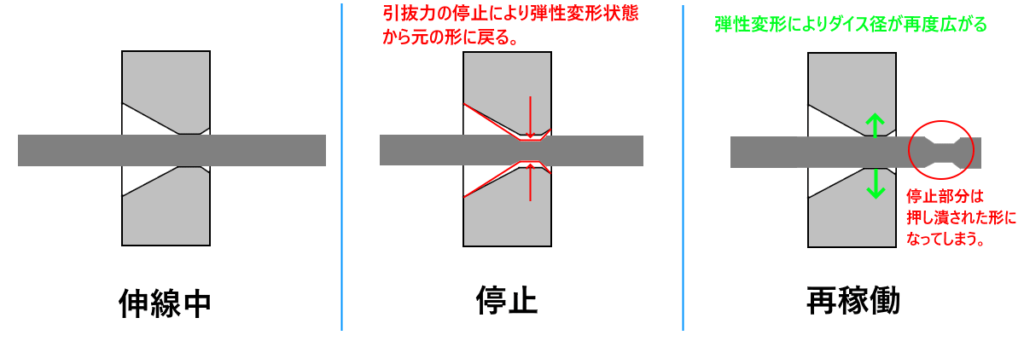
伸線加工を開始すると、引き抜き力によりダイスが弾性変形の範囲内で押し広げられ、ダイス径が広がりながら伸線を行っているため、結果として出てくる線は穴径よりも太くなります。
加工中は変形された状態を維持しますので拡がった状態のままですが、機械停止を行うと引き抜き力が無くなるため、弾性変形により変形していたダイスは元の形(穴径)に戻ることで、内部を通っている線を押しつぶし、その部分は局所的に細くなってしまいます。
伸線ダイスの温度変化
線径が変化する理由は伸線ダイスの弾性変形だけではなく、伸線時の加工熱によってダイス自体が温められ、膨張することでもダイス径が変化してきます。
連続加工中は一定温度まで上昇すれば、その温度をほぼ維持して加工し続ける事ができますが、その温度に達するまでの間には、温度ムラやダイス自体の変形が進みますのでダイス径は安定しません。
もちろん一旦加工を止めれば、その間にダイスは冷めてしまいますので再稼働時には、線径が変化している可能性が高いです。
線径変化の対策は?
伸線ダイスの弾性変形・熱膨張に対する対策は残念ながらありません。
私が知らないだけだったら、すみません…
製品に求められている精度にもよりますが、製品の規格値に入らないというレベルの話まで線径変化してしまうことはあまり無いと思いますので、そこまで弾性変形・温度変化にはそこまでシビアにならなくても良いかと思います。
もし、そこまでの精度を要求されているなどの事情がある場合には、稼働直後・停止直後の部分は製品に混入させない、というような対策が必要になるのではないかと思います。
線径が太くなってしまう場合、3.00mmの線を伸線する際には伸線ダイスを3.00mmではなく3.10mmで注文するなど、ダイスサイズを少し太めのものを注文することも一つの対策でしょう。
伸線加工停止での線径変化まとめ
ここまで伸線加工を止めたときに発生する、線径変化について2種類の原因を紹介しました。
伸線ダイスの弾性変化、ダイスの熱膨張による変化というのは、伸線加工を行うと、どうしても発生する現象です。
そこまでも管理することができれば最高ですが、現在そこまでコントロールすることはできる技術は無い状況なので、もしこれらの現象が原因のような、不良品が発生しているのならば、ダイス径の再検討はもちろん、製品の規格値見直しを含めて検討すると良いでしょう。

コメント