切削加工を行うには旋盤やフライス盤が必要なように、伸線加工を行うには伸線機(しんせんき)が必要となります。
旋盤やフライス盤には刃物を送るための目盛やダイヤルがついており、それらを操作することで製品を作っていきますが、伸線機にはそのような操作をする部分はほとんどありません。
伸線機は伸線ダイスから線を引き抜くための機械なので、加工に関わるものは伸線速度の調整くらいで他には無いのです。
この記事ではそんな伸線機について、基本的な仕組みや種類を紹介していきます。
伸線機とは何か?
伸線機とはその名の通り、伸線加工を行うための機械になります。
伸線機の構造は非常にシンプルで、伸線ダイスをセットする部分と、線を巻き取る部分の2つが合わさった構造になっています。
サイズ決めはセットする伸線ダイスの穴径(ベアリング径)によって変えるため、旋盤などの切削機械のような切り込み量などの設定はなく、伸線速度の設定程度しか伸線機側で加工条件について調整する部分は無いため、決して複雑な動作を行う機械ではありません。
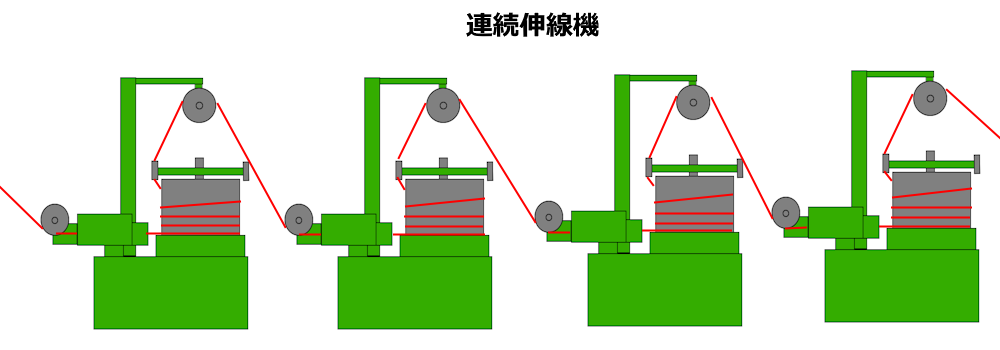
また、伸線加工は複数の伸線ダイスを通すことによって、母線の線径から狙いの線径まで徐々に細くしていく加工のため、多くの場合で複数の伸線機を連結させた連続伸線機をというものを使用します。
伸線ダイスの組み合わせのことをパススケジュールと呼びます。
伸線機には巻き取り機というものが連結されており、伸線された線は用途に応じた容器に入れて、製品または中間工程品となります。
そのため、この記事では連続伸線機を前提とした説明をしていきます。
伸線機の種類
一言で伸線機と言っても様々な方式の伸線機が存在します。
ノンスリップ式伸線機
ノンスリップ式の伸線機では、線を巻き取るブロック部分1つにつき、1つのモーターが搭載されています。
そのため線の太りなどで断面減少率(減面率)が変わったとしても、ブロックの回転数を制御することにより、線がブロックとスリップすることが無く伸線ができるタイプの伸線機です。
ここでは「貯線式伸線機」と「ストレート式伸線機」を紹介します。
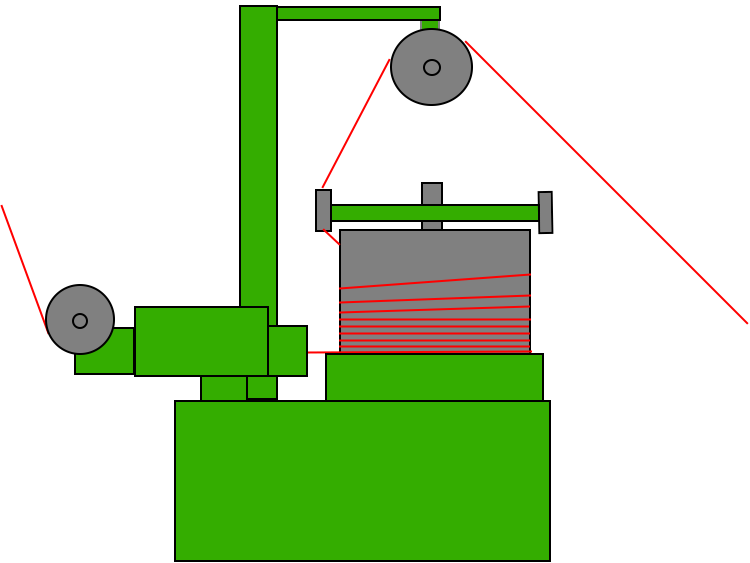
貯線式伸線機
漢字から想像できる通り、線を貯める方式の伸線機です。
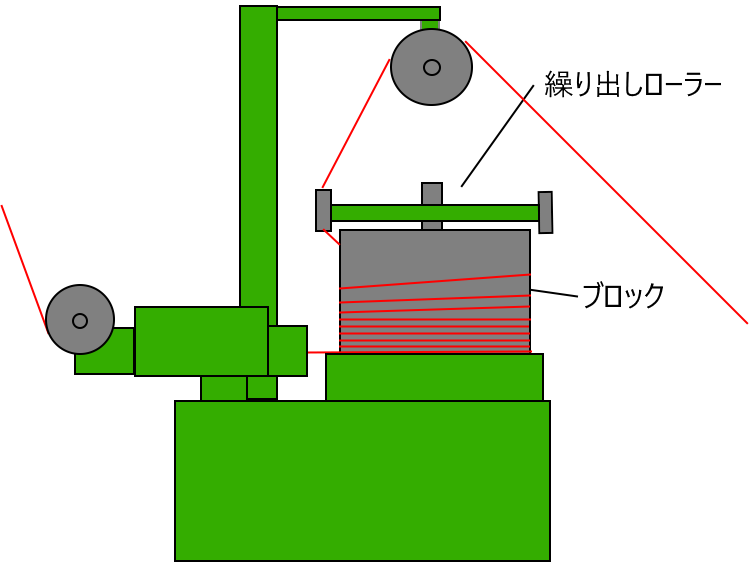
ダイスを通った線をブロックと呼ばれる回転する部分へ巻き取り貯めていき、ブロックとは独立して回転する繰出ローラーを介して、次の伸線機へ線を供給しながら連続伸線を行う方式になります。
次の伸線機に線を供給しすぎると貯線量は減っていき、逆に次の伸線機の速度以上に伸線を行うと、線が貯まりすぎてブロックから溢れてしまいます。
貯線された線は、繰り出しローラーを介して次の伸線機に供給される仕組みのため、繰り出しローラーの回転方向・回転数を読み取って、ブロックの線が減っているのか増えているのかを判断し、ブロックの回転速度を変化させて貯線量を一定に保つ制御があります。
自動制御の無い古い機械では貯線量を目視で見て、手動で速度を調整します。
この貯線部分の役割は上記の伸線速度の吸収だけではなく、加工によって発熱した線の冷却の役割もあるため、ブロックの内部には冷却水を循環させて巻かれている線を冷やしています。
ストレート式伸線機
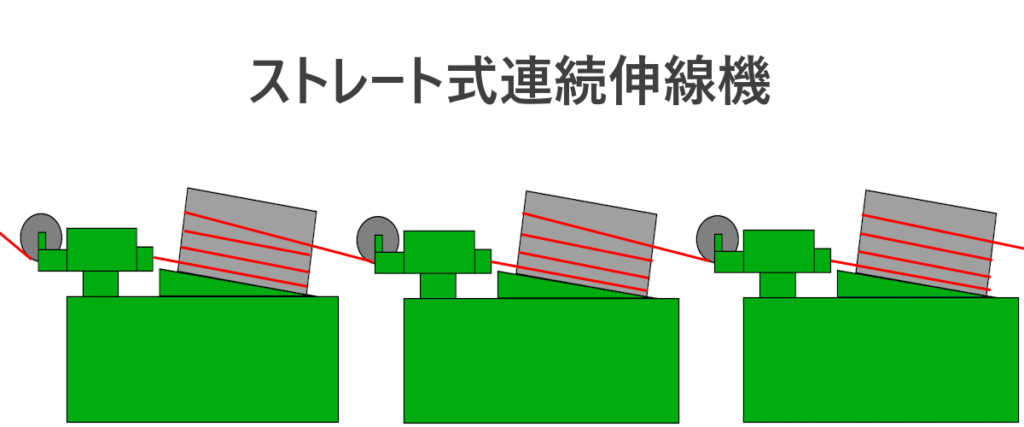
貯線式ではブロックに線を巻き、次の伸線機への供給は繰り出しローラーを介して上に取りますが、ストレート式ではブロックから横に真っ直ぐに次の伸線機へ供給します。
そのため貯線量が貯線式伸線機よりも少なく、またブロックの上部から線を取らないため、線が捻られない(ねじられない)というメリットがあります。
ストレート式伸線機には繰り出しローラーが無いため、伸線機間の速度調整が少しでも乱れると、線が引っ張られて断線してしまいます。
そこでストレート式ではダンサーローラーという可動式のアームの先にローラーがある機構で、そのアームの動きを検出することで、線が持っていかれているのか、逆に緩くなっているのか判断し、ブロックの回転数を自動調整しています。(絵では省略しています)
ストレート式でもブロック内部には冷却水が流れており、伸線後の線を冷却する役割があります。
線が細くなるにつれて線の全長が長くなるので、次の伸線機に行くたびにブロックの回転速度は速くなります。
貯線式伸線機とストレート式伸線機は、各ブロックでそれぞれ速度調整を行い、線が滑る事がないのでノンスリップ式伸線機という分類がされています。
スリップ式伸線機
連続伸線機の場合、複数のモーターを備えてリアルタイムで回転数を制御するのが多数派ですが、スリップ式の場合には1つのモーターでベルトやギアを介して複数ブロックを同時に回転させて伸線します。
線の太りなどによって、必要な速度は変わってきますので、ブロックの回転数や直径を少し速く回るようにあらかじめ設定し、線とブロック間でスリップを発生させながら伸線を行います。
スリップ式の伸線機の中でも2種類に分かれており、主に太い線で使用されるのがタンデムキャプスタン式・細い線で使用されるのがコーン式です。
タンデムキャプスタン式
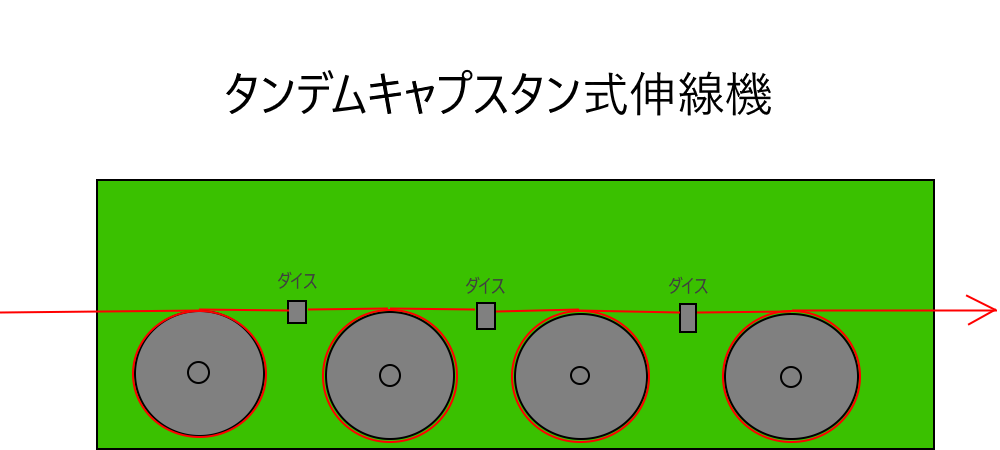
同一径のキャプスタン(ノンスリップ式でいうブロックに相当する部分)を並べ、細くなるにつれて速度が必要なため、ダイスを通るたびに速く回るように設定されたキャプスタンで巻き取り伸線を行う方式です。
見た目はストレート式伸線機のようですが、全てのブロックは1つのモーターで回されており、細い線径の部分になるにつれて、ベルトやギアで増速されています。
直径の大きなキャプスタンを使用できるため、後述するコーン式よりも太線での伸線に使用されることが多いです。
コーン式
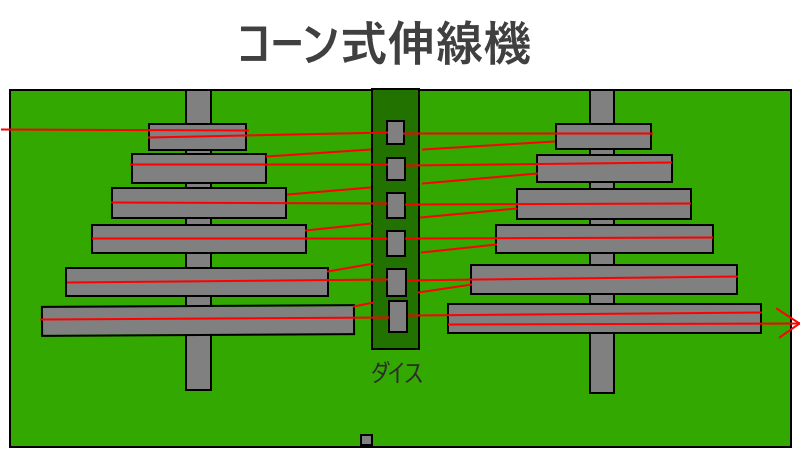
1つのモーターで回すという点ではタンデムキャプスタン式と同じですが、全てのキャプスタンが同じ回転数で回ります。
コーン式では回転数ではなく、キャプスタンの直径を徐々に大きくすることにより、同じ回転数でも細くなるにつれての速度アップに対応しています。
た直径の違うキャプスタンを同軸上に並べ見た目が、コーン(とうもろこし)のように見えるためコーン式と呼ばれています。
スリップ式伸線機はギア比やキャプスタン径によって、ダイス1枚あたりの減面率がほぼ固定(限定的)となってしまいます。
伸線機の仕組み
伸線加工自体が伸線ダイスに線を通すだけというシンプルな加工方法なので、伸線機自体も電気的な細かな制御はありますが、機械の構造としての仕組みはシンプルです。
ノンスリップ式
ダイス部分(乾式伸線機の場合)
潤滑剤が入っている容器の中を線が通ることにより表面に付着して、それを纏った状態で伸線ダイスに突入することにより、潤滑されながら加工されます。
圧着ローラーという潤滑剤をローラーで線に押し付けて、潤滑剤を線に纏わせる治具も使用されることがあります。
ダイス部分は潤滑剤を入れる部分と、ダイスをセットする部分に分けられており、ダイス部分には冷却水が循環することで加工熱で発熱するダイスを冷却しています。
ちなみにダイスの冷却というのは伸線加工をする上で大切なことです。
ブロック部分
ブロック部分は見た目は大きな円柱上の鉄の塊が回っているだけに見えますが、内部は空洞になっており冷却水が循環しています。
貯線式の場合にはブロックの上に繰出ローラーと呼ばれる部品が付き、次の伸線機へと線が供給されて行き、繰出ローラーの回転数・回転方向を検出して、ブロックの回転数を制御することにより、一定の貯線量を維持しています。
ストレート式でも貯線されますが、貯線式の伸線機に比べると少量であり、伸線中に貯線量を変えることができないため、最初のセッティングが重要になります。
伸線機は大きな力で線を巻き取っているため、最初に線が巻かれる最も力の掛かるブロック最下部は徐々に摩耗して溝ができます。
溝が深くなってしまうと線が溝に引っ掛かり、上に滑っていかなくなるため、定期的な交換・メンテナンスが必要になります。
スリップ式の場合
ダイス部分(湿式伸線機の場合)
湿式の場合には潤滑剤が液体のため、ダイス部分を潤滑液に浸漬するか、シャワーのように潤滑液を吹き掛けるという方法が使用されます。
また、乾式伸線機の場合にはブロック部分で線の冷却が行われていましたが、湿式伸線機の場合には潤滑液が冷却の役割も担っているため、潤滑液自体の温度管理も行う場合があります。
キャプスタン部分
ノンスリップ式と分けるのがこのキャプスタン部分の方式の違いです。
ノンスリップ式の場合には線の太りなどが発生しても、スリップが起きないようにブロックを個別に随時速度調整を行うのに対して、スリップ式の場合には1つのモーターを使って全てのキャプスタンを回転させるため、個別の速度調整は行えません。
あらかじめ減面率から計算すれば回転数やキャプスタン径を設定することができますが、線の太りや摩耗などを見込んで、あえてキャプスタンの方が少し早く回るように設定しています。
そのため、線とキャプスタン間は常に速度差があり、スリップしながら伸線を行っています。
伸線機とは?まとめ
伸線機の種類と仕組みについて解説しました。
もっと細かく分けることもでき、仕組みももっと細かい仕組みがありますが、できる限りわかりやすくするために簡単に説明した部分があります。
冒頭でも書きましたが、伸線加工は伸線ダイスに線を通すという単純な加工方法です。
伸線機も種類は多くあれど、基本的にはダイスを固定する部分と、線を巻き取る部分でてきているシンプルな構造の機械です。
伸線機の知識について、少しでもお役に立てたら幸いです。

コメント