伸線加工の現場では、線径変更による段取り替えや加工中の断線発生などにより、線同士の溶接が頻繁に行われますが、溶接方法の中でも「バット溶接」は、伸線加工や線材を扱っている現場で、多く使用されている溶接方法です。
この記事では、バット溶接の原理や方法、伸線加工における具体的な活用方法について解説します。
バット溶接とは?
バット溶接(Butting Welding)とは、2本の線材やワイヤーを端面同士で突き合わせ(Butting)て、加圧しながら電流を流して接合する溶接方法です。
伸線加工においては、伸線ダイスの交換や鋼種替え、断線などのトラブル時に、バット溶接を使用して線を繋げて再稼働します。
バット溶接の特徴は以下の通りです。
- 接合強度が高い:母材以外の材料(フィラーなど)が使用されないため、母材と同等以上の強度を持つ接合が可能。
- 品質の安定:突き合わせて溶接するため、よっぽどズレて材料をセットしない限りは、品質が安定する。
- フィラー材が不要:フィラー材を使用しないため、母材以外の異物混入のリスクが低く、ランニングコストが少なくすむ。
バット溶接の原理
バット溶接は、様々な溶接方法の中でも抵抗溶接の一種として分類されます。
専用のバット溶接機に接合する2本の線材を電極で挟み込み、電流を流すことで接合部に熱を発生させ、この熱によって金属が溶けて、突き合わせた部分に圧力を加えることで接合します。
熱発生の仕組み
電流が流れる際に、接合部分となる線の付き合わせ部分に電気抵抗によってジュール熱が発生し、局所的に高温になります。
この熱によって金属が溶融し、溶融後に適切な圧力を加えることで、突き合わせ部分の溶接強度を高めることができます。
バット溶接の基本的な流れ
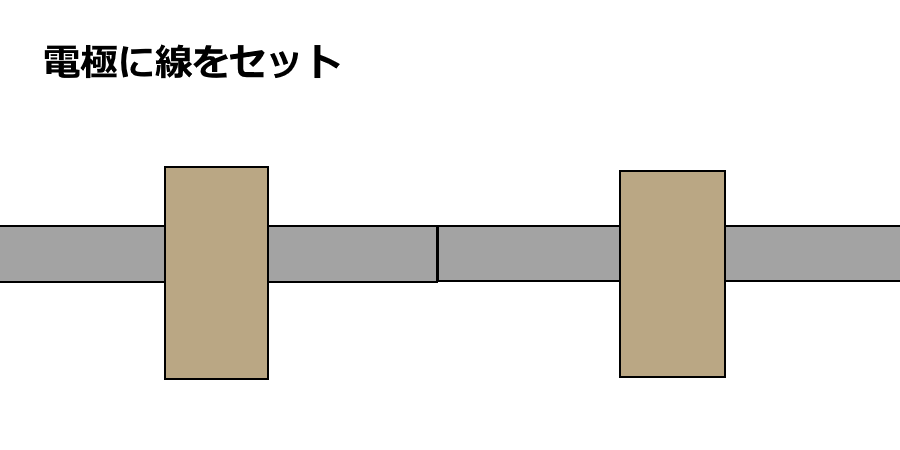
- 1.電極に線をセット
-

接合したい線材を電極にセットします。この時に上下左右がズレていると強度が出なかったり、寸法が太くなってしまうので注意です。
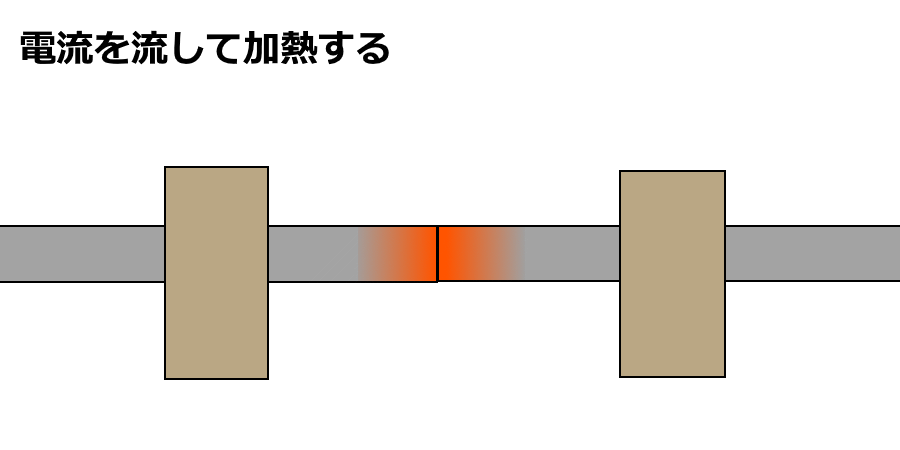
- 2.電流を流す
-
電極にセットができたら、溶接機のスイッチを入れて電流を流し線を加熱します。加熱されると線の突き合わせ部分が赤熱し、眩しく感じるほどに発光していきます。
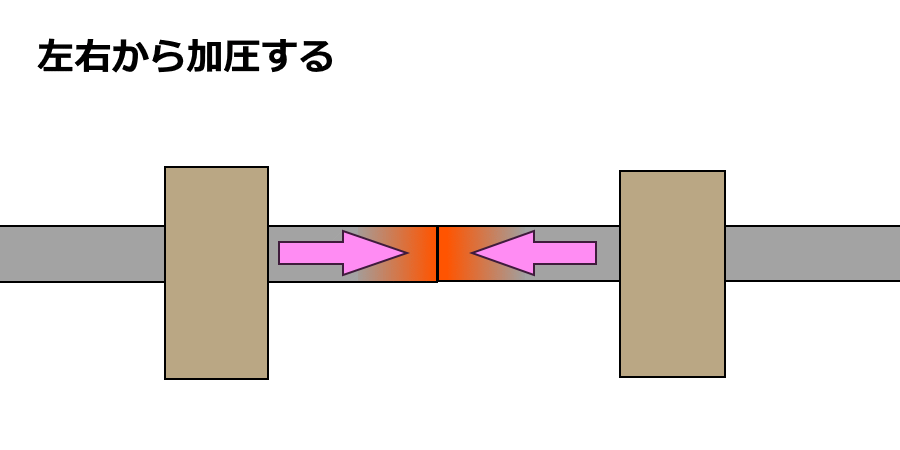
- 3.加圧する
-
溶融した状態で、線同士を押し付けるように圧力を加えることで、溶融状態の金属同士が接合されます。圧力の加え方は次項でも紹介しますが、アプセットバット溶接とフラッシュバット溶接で異なります。
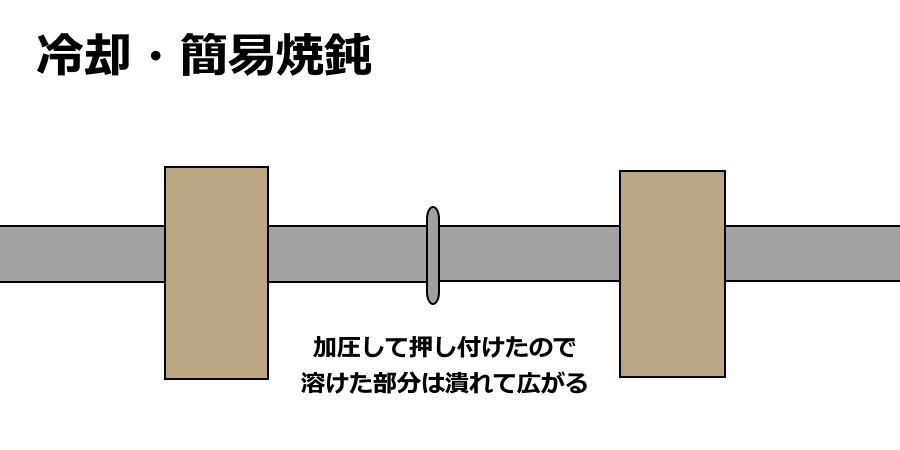
- 4.冷却または簡易焼鈍
-
冷めるまでしばらくそのまま放置する場合も多いですが、溶接部分は鉄が溶けるほどの温度になっているため、金属の性質が異なっています。
そこで溶接が終わったところで、さらに電流を流すことにより接合部分を加熱し、焼きなましのような熱処理を行い、性質の変化を抑えることができます。(完全では無いです)
- 5.バリ取り
-
付き合わせた部分は溶けた部分が、押し付けた圧力で広がっているため、綺麗にヤスリなどを使ってバリ取りを行います。これを行わないと伸線ダイスにキズをつけてしまい、ダイス交換が必要となってしまう場合があります。
バット溶接の種類
英語で「Butting(バッティング)」とは「突き合わせる」という意味があり、バット溶接は「突き合わせ溶接」という意味になります。
バット溶接と一言で言ってもいくつかの種類がありますが、そのうち代表的な2つを紹介します。
アプセットバット溶接
最も一般的なバット溶接方法で、電流と加圧を組み合わせて接合を行う方法です。突き合わせるワイヤーの断面形状が一致していることが重要です。
加圧した状態で電流を流し、加熱して溶融してきたところで、圧力により線同士が押し付けられ結合します。
バット溶接と言った場合、大半がこのアプセットバット溶接のことです。
フラッシュバット溶接
アプセットバット溶接に似ていますが、違いは電流を流す時には圧力を掛けていないという点です。
接合部を軽く接触させた状態で電流を流し、火花を散らしすアーク放電を発生させて、十分に加熱されたところで初めて加圧して結合する方式です。
不純物が入りにくく、熱も均一に分布しやすいため、アプセットバット溶接に比べて高品質な溶接が可能です。
バット溶接の実施時のポイント
バット溶接を行う際には、いくつかのポイントに注意を払う必要があります。
電流値と加圧
- 電流値
-
電流値が大きすぎると加熱され過ぎてしまい、溶接部分周辺の組成が変わり機械特性が変わってきてしまう恐れがあります。
逆に電流が弱すぎると、加熱が足らずに溶接がうまくいかず接合部分の強度が落ち、断線に繋がります。
- 加圧
-
材料や線径などにより、突き当て部分に最適な圧力を加える必要があり、圧力が弱すぎると強度が落ちてしまい、強すぎるとバリが多く出て精度に影響します。
ワイヤー端面を整える
溶接前にワイヤーの端面をヤスリ掛けをして平らにする必要があり、また酸化膜や油分などの汚れが付いている場合には除去することが重要です。
この作業によって、突合せ部分の不純物が取り除かれ、接合部の強度が増して溶接不良のリスクを低減できます。
冷却
溶接後に早く冷ましたいからと水を掛けるなど急速に冷却してしまうと、焼き入れを行ったような状態となり、鉄などの金属の場合には、硬さは増しますがとても脆くなってしまう場合があります。
溶接したら、急激に冷やすことはせず自然冷却を行うか、簡易焼鈍を行うことで硬さの急激な上昇を防ぎ、脆くて折れてしまう、断線してしまうという不具合を減らすことができます。
バリの処理
溶接後、接合部に形成されるバリを適切に処理することが求められます。
バリを放置すると後工程にて様々な影響が考えられますが、特に伸線の場合では、バリが残っている線がダイスに通るとダイス内側を傷つけてしまう恐れがあるので注意です。
専用のバリ取り装置を使用することで、効率的にバリを除去できます。
溶接機の管理
生産設備と同様に溶接機の定期的な点検とメンテナンスは、安定した溶接品質を維持するためには必要です。
特に電極などの消耗品に関しては、しっかりと整備・在庫管理を行わないと、いざという時に溶接ができないといったことになりかねません。
実際、うまく溶接ができないと思っていたら、電極が摩耗して線同士がズレていた事がありました。
伸線加工のバット溶接 まとめ
今回はバット溶接の種類や原理、方法について解説しました。
バット溶接は、伸線加工において多く使用されている不可欠な溶接方法の一つです。
適切な電流値と加圧、ワイヤー端面の処理、冷却の管理、バリの処理、そして溶接機の定期的な保守を行うことが、溶接の品質維持に大切です。
適切な溶接技術を取り入れることで、より高品質な製品を生産することが可能になります。
コメント