
伸線加工に携わっていると「バックテンション」という言葉を聞くことがあります。
日本語にすると「逆張力(ぎゃくちょうりょく)」となりますが、なんのために逆方向に張力を掛けるのか、逆方向に力を入れたら、無駄な引き抜き力が発生して効率が悪くなってしまうようなイメージもあります。
この記事では、伸線加工のバックテンション(逆張力)について解説します。
伸線加工のバックテンションとは?
伸線ダイスに入る線は伸線機のブロックに巻き取られる力によって、ダイスに吸い込まれて行くため、ダイス出口の線はダイスの抵抗と、ブロックの巻き取る力によって張力(テンション)がかかっている事がイメージできると思います。
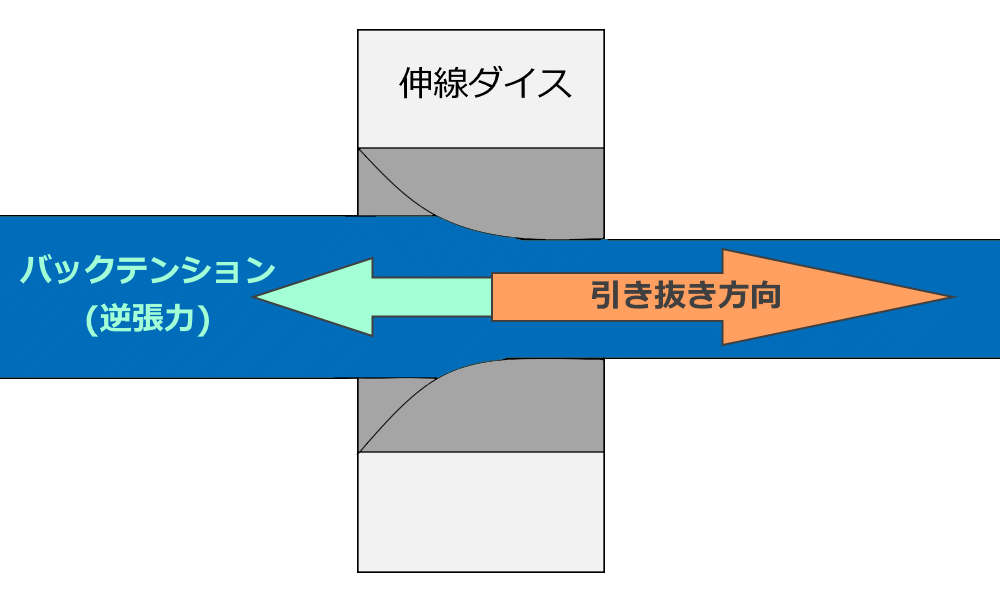
バックテンションというのはその逆で、ダイスに入る前の線にかかっている張力のことで、線が進んでいる方向とは逆(バック)方向にかかっている張力(テンション)のことを、伸線加工ではバックテンション(逆張力)と呼んでいます。
伸線方向と綱引きをする方向の力です。
バックテンションを掛けるとどうなる?
適切なバックテンションを掛けると以下のような効果が期待できます。
伸線ダイスの寿命が延びる
バックテンションをかける事によって、伸線ダイスのリング摩耗が減少するため、結果としてダイス寿命が延びる傾向になります。
複雑な計算式があるようですが、簡単に紹介するとバックテンションを掛ける事によって、ダイスと線の接触する部分の圧力(ダイス面圧)が減少するため、ダイスへの負担が減り、結果的にダイスの摩耗が抑えられるという仕組みです。
難しい計算式があるのですが、このような現象が起こるようです。
バックテンションを掛けると、綱引き状態になって余分な引き抜き力が増えそうなイメージがありますが、ダイス面圧が抑えられて線とダイス間の摩擦力が減るため、結果的に引き抜き力が低減するという結果になるようです。
線内部の硬さが均一になる
伸線加工を行っている線の表面と内部では、一般的に線の内部が多く引っ張られるため、不均一に加工され、線の表面と内部では硬さが異なります。
そこでバックテンションを掛ける事により、ダイス面圧を減少させると、ダイスと線の摩擦力が軽減されるため、線の表面部分と内部の応力差が小さくなり、線の表面と内部の硬さが均一になりやすくなります。
上記2点がバックテンションを掛ける事による効果ですが、実際の生産現場では線の状態もそれぞれ違いますし、ダイス角度や減面率も異なってくるので、バックテンションを掛けることによって、このような傾向になるという程度に収めておくと良いでしょう。
逆にバックテンションが無いとどうなる?
バックテンションが掛かっていないと、伸線ダイスに入る線が暴れて、真っ直ぐに伸線ダイスに入っていくことができず、ダイスに余計な負荷をかけてダイス寿命が短くなってしまいます。
あまりにもテンションが緩いと線がフワフワしてローラーから外れ易くなってしまい、伸線自体ができない状態となってしまいます。
そのため、バックテンションということを意識はしてないかもしれませんが、伸線加工を行っている限りは線に少なからずテンション(張力)を掛けて作業を行っています。
また、バックテンションは変動するのも悪く、バックテンションを断続的に与えると、その周期に合わせて線径が細くなったり太くなったりと断続的に変化する現象が発生します。
「ビビり」と呼んだりします。
伸線加工でのバックテンションの掛け方
バックテンションを掛けるには貯線式伸線機であればフライヤーを締め、ストレート式伸線機であればダンサーの力を増やすことで、ダイスに入る前の線にテンションを掛ける事ができます。
貯線式伸線機の場合
ブロック上にあるフライヤーの締め付け具合を調整することで、次のダイスへ入っていく線へバックテンションを掛ける事ができます。
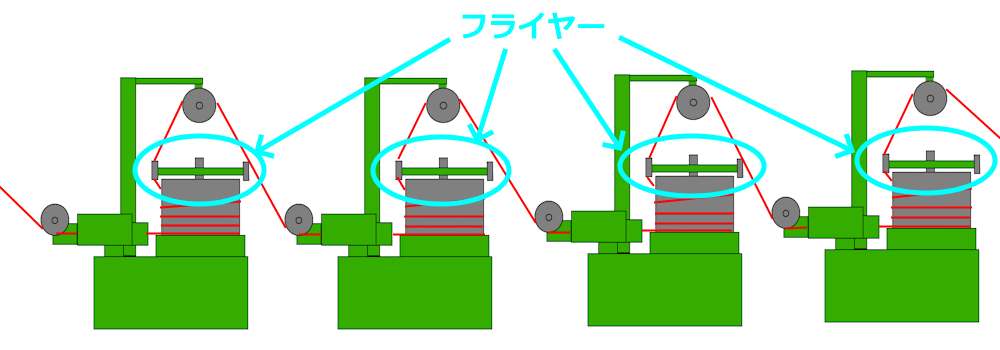
フライヤーはブロックとの摩擦で線に抵抗を掛けながら、次のダイスへ供給される線へ張力を掛けているため、フライヤーを締め込む(回りにくくする)ほどバックテンションが掛かることになります。
しかし、フライヤーは摩擦力でブレーキを掛ける仕組みなので、あまりにも締め付けたり、線速が早い(ブロックの回転数が早い)と、摩擦熱によってフライヤーの部品が焼けてしまうことがあるため、様子を見ながら行うことが必要です。
ストレート式伸線機の場合
ストレート式の場合にはフライヤーが無いため、ダイス前のダンサーの力を調整することになります。
ダンサーを強くすることで線を引っ張ることとなり、バックテンションを掛けることができます。
伸線加工のバックテンションまとめ
今回は伸線加工でのバックテンションについて紹介しました。
バックテンションを適切にかける事によって伸線ダイスの寿命を延ばすことができるのであれば、お金もかからずに改善できるためとても嬉しい話ですね。
しかしながら、線の状態・ダイス角度・減面率など様々な条件も複雑に絡み合うものなので、一概にバックテンションを掛けたから良いという問題でも無いのが難しいところです。
しかしながら、伸線加工でのバックテンションというのは適切に使えば有効なものなので、ダイス寿命などにお困りであれば試してみるのも良いかと思います。
