切削加工であればドリルやエンドミル、研磨加工であれば砥石を使うように、伸線加工で使われるのが伸線ダイスです。(線引き用ダイスなどと呼んだりもします)
伸線ダイスの見た目はただの丸い鉄の塊で、真ん中にアリ地獄のように、円錐状に穴が空いているだけのものです。
とてもシンプルな見た目をしていますが、実は内部は複雑な形状になっており、伸線する材料により最適なものを選ぶことによって、伸線時の加工性が大きく変わってきます。
この記事では、伸線ダイスの構造と種類について解説します。
伸線ダイスの構造
前述した通り、伸線ダイスは丸い鉄の塊に、穴が空いているだけの見た目をしています。
しかし、実は2種類の金属を合わせてあったり、種類によって使用されている素材が異なったりと、ダイスの断面を見るとただ穴が空いているだけではなく、意外と複雑な作りをしていることがわかります。
そんな伸線ダイスは伸線加工の金型となり、ダイスの種類・精度によって製品の品質や生産性が大きく変わってくるため、ダイス選びは伸線加工にとって大切な要素になります。
ケースとチップ
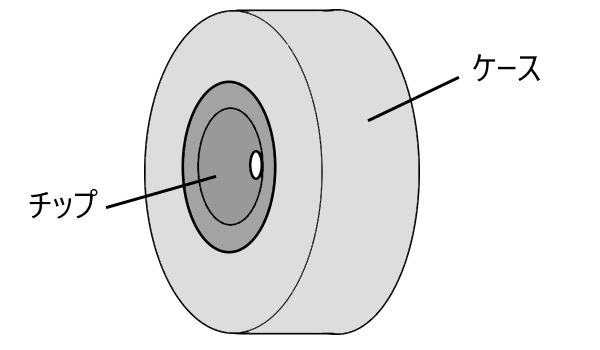
伸線ダイスは一つの金属を削り出して作ったわけではなく、ケースにチップを圧入して作られており、2種類の部品を組み合わせてできています。
- ケース
-
ケースはその名の通り、チップを入れるための”入れ物”となっており、伸線加工中はこの部分に線が触れる事は無く、直接的に製品に影響を与えることはありません。
伸線機内を循環しているダイスを冷やすための冷却水はこのケース部分に触れる仕組みになっており、伸線加工によってチップで発生した熱はケースを伝わって放熱されます。
このケース部分に冷却フィンを付けて冷却水との接触面積を増やし、冷却効率を上げたダイスも存在します。
あわせて読みたい 伸線加工の冷却について【行わないとどうなる?】 切削加工では切削油をかけながら、圧延加工では直接水を掛けながらなど、冷却を行いながら加工を行っています。伸線加工も同じく、冷却を行いながら加工を行っており、…
伸線加工の冷却について【行わないとどうなる?】 切削加工では切削油をかけながら、圧延加工では直接水を掛けながらなど、冷却を行いながら加工を行っています。伸線加工も同じく、冷却を行いながら加工を行っており、… - チップ
-
チップは線が触れて実際に加工が行われる部分です。
ケースは持ち手、チップは刃先のイメージです。
この部分の加工精度によって伸線された線の精度が大きく左右され、伸線性も変わってきます。
後述しますがチップは伸線加工に耐えられるように、鉄やステンレスなどの一般的に使用される金属ではなく「超硬合金製」と、超硬合金製に部分的にダイヤモンドを使用している「ダイヤモンド製」の2種類が使用されています。
最近ではダイヤモンドコーティングをしたダイスもあります。
硬度が高いダイヤモンドの方がより摩耗に強く、より多くの数量を伸線できることが期待できますが、ダイス自体の価格が高いため、同じ量の線を伸線した場合でも、超硬合金ダイスを複数枚使用した方が安く済む場合があります。
そのため製品に求められる精度や、コストなどを考慮して材質を選定する必要があります。
内部の構造
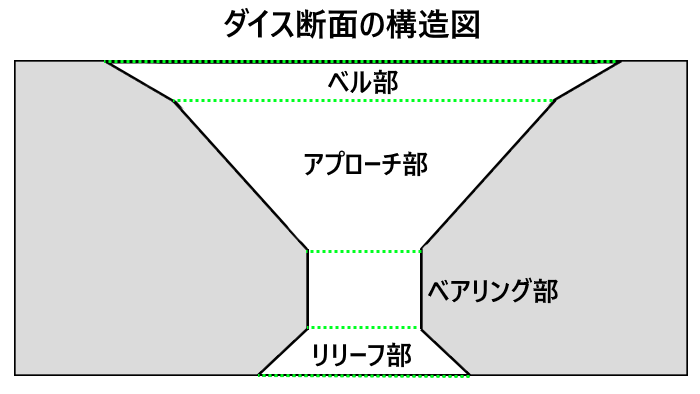
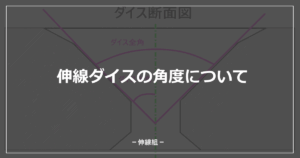
伸線ダイスの内部構造は大きく4つのセクションに分かれており、それぞれが最適な角度になるよう加工されています。
その中でも特にリダクション部の角度が最も重要で、この部分が適切でないと内部にクラック(シェブロンクラック)が発生し、カッピ断線に繋がることがあるので注意が必要です。
ダイスの内部を通る線は、ベル部→リダクション部→ベアリング部→リリーフ部の順で通り伸線されていきます。
- ベル部
-
線が入ってくる入口の部分になります。
この部分に線が直接当たることはほぼ無いですが、この部分が広がっていることによって、潤滑剤が線と共にダイス内部に引き込まれやすくなっています。
潤滑剤の引き込みは伸線性とダイス寿命に大きく関わるため、ベル部は直接的に線を加工するわけではありませんが、潤滑剤を引き込むという大切な役割をしています。
- リダクション部(画像だとアプローチ部)
-
線を徐々に変形させながらベアリング部まで送る役割と、潤滑剤をベアリング部に引き込んでいくという役割があります。
しっかりと長さを取ってあげる事が必要で、ダイス断面上で最も幅が長く、最も長く線が触れる部分になります。
このリダクション部の角度のことをダイス角(リダクション角)と呼び、その角度によって線を引き抜くための力が変化するため、引き抜き力が最小になる適切なダイス角度に設定することが大切になっています。
角度が緩いほど少ない力で引き抜けそうなイメージがありますが、角度が緩くなってくるとダイスと線の接触面積が増えて、摩擦による余分な力が大きくなってきてしまいます。
逆に角度をきつくしすぎると、線を変形させる力(せん断変形)が無駄に多くなってしまいます。
- ベアリング部
-
ダイスから出てくる線径を決める、最も大事な部分です。
このベアリング部は長さが重要で、長すぎると摩擦により焼き付きが起こりやすくなり、逆に短すぎたり歪になっていると線クセの変動や、線径不良の原因となってしまいます。
ベアリング長さの目安はある程度決まっており、5mm以下の線径の場合には0.5×線径(mm)程度、5mm以上の場合は0.1~0.3×線径(mm)となっています。しかしながら、使用する鋼種などで適切なベアリング長さは変わってくるため一概には言えません。
- リリーフ部
-
ベアリング部で加工された線が出ていく部分で、逃げ角というものが設定されています。この部分は実際の加工時には、ほぼ線は当たらない部分となっています。
逃げ角の目安として60~70°が標準的であり、リリーフ部長さは「ニブの高さ÷20」が基準となります。
伸線ダイスの種類
伸線ダイスには「超硬合金製」と「ダイヤモンド製」の2種類が存在しており、それぞれ適材適所で使用されています。
超硬合金製ダイス
ドリルやエンドミルなどの切削工具や、鉱山で使用するような工具など、硬さを求められる用途に使用される超硬合金をチップに使用したダイスです。
ダイヤモンド製ダイスよりも硬度は低いため耐久性では劣りますが、安価なので超硬合金製のダイスは伸線加工で最も多く使用されています。
超硬合金製ダイスでも、内部に特殊なコーティングを行うことにより、表面の硬度を上げて耐久性を上げたものも存在します。

ダイヤモンド製ダイス
世界で1番硬い物質といわれているダイヤモンドを使用したダイスです。チップのベアリング部分に加工されたダイヤモンドがセットされています。
天然ダイヤモンドと人工ダイヤモンドを使用したものがありますが、天然ダイヤモンドは宝石にも使われているように、非常に高価なためほとんどの場合は工業用の人工ダイヤモンドが使用されています。
工業で使うなら人工ダイヤの方が成分や組成も安定しているそうです。
超硬合金ダイスよりも硬く、摩耗のスピードが遅いため交換頻度が少なく済み、1枚のダイヤモンドダイスでより多くの線を伸線することができます。
しかし超硬合金ダイスよりも金額が数倍するため、それほど精度が求められないのであれば、同じ量を伸線する場合でも、超硬合金ダイスを複数枚使用した方が安く済む場合があるので注意です。
ダイヤモンド製ダイスの用途としては線径精度が厳しい製品だったり、光沢が必要な製品の仕上げ用としても使用されています。
伸線ダイスは研磨して再利用できる
伸線ダイスは使用しているうちに、線との摩耗でだんだんと穴径が大きくなり、ダイスを通って出てくる線も太くなっていき、製品の線径規格などの品質要求に合わなくなってきます。
この時に交換したダイスは廃棄しても良いのですが、毎回新品のダイスを使うのはコスト的に負担となります。
そこで超硬合金製ダイス・ダイヤモンド製ダイスともに、摩耗して狙った線径が出てこなくなったダイスは再研磨を行い、少し大きい線径用のダイスとして数回~数十回も再利用することができます。
例:1mm用のダイスが摩耗して1.5mmになってしまった→研磨を行い2mmまで穴を広げて、2mm用のダイスとして再利用する。
しかし、適切な技術を持って研磨ができないと穴の中心がズレてしまったり、リダクション角などの内部形状が乱れてしまい本来のダイス仕様と異なってしまうことがあるため、専門の業者や専用機器を使用して精度良く研磨を行うことが必要です。
私が行ったら穴もリダクション角もガタガタのダイスが出来上がりそうです…。
ダイスの再研磨を行っている企業では、投影機を使って穴の径を測定したり、ダイスの内部形状を測定する専用の測定機器を使用して管理しているところもあります。
伸線ダイスとは?まとめ
伸線ダイスの種類やダイス内部の構造を紹介しました。
伸線加工は切削加工のように、送り量や切込量など細かな設定はありませんが、その代わりにダイスのリダクション角度などを指定して加工条件を変更します。
ダイスで加工条件を変更しているため、ダイスの選定というのは非常に大事になってきますし、製品の精度を決めるのも、ダイスのベアリング径に大きく依存してきます。
また、材料と合わないダイスだとすぐに焼き付いてダメになったり、断線が多発したりなどの、二次トラブルも発生するためダイス選びは大事な条件設計です。
あなたがダイス選定を行う際に、この記事が役に立てば幸いです。
コメント