
伸線加工を行う上で、「引き抜き力」という言葉を聞いたことがある方は多いのではないかと思います。
引き抜き力とは、線材を伸線ダイスに通して細くするとき、ダイスから線を引き抜くために必要な力のことです。この力が大きすぎると断線が発生したり、伸線機への負荷が大きくなったりと、現場でのトラブルに直結します。
逆に引き抜き力を事前に計算で把握できると、適切な設備選定や、パススケジュールの組み立てに役立てることができます。
この記事では、伸線加工における引き抜き力の計算方法を、「Sachs(ザックス)式」と呼ばれる計算式を使って紹介します。また、材質によって摩擦係数が異なることも引き抜き力に影響するため、鉄・アルミ・ステンレスの違いについても合わせて紹介します。
引き抜き力に影響する3つの要素
引き抜き力の大きさは、大きく分けて以下の3つの要素によって変わってきます。
- ① 断面減少率(減面率)
-
加工前後の断面積の差、つまり線をどれだけ細くするかを表す値です。減面率が大きいほど、引き抜き力も大きくなります。減面率の計算方法についても解説している記事がありますので、良かったら参考にしてみてください。
- ② 材料の強度(降伏応力)
-
引き抜き力は、線材を塑性変形させるために必要な力です。
そのため材料が硬いほど、引き抜きに必要な力も大きくなります。目安として使われるのが「降伏応力(こうふくおうりょく)」という値で、材料が変形し始めるときの応力を表しています。
- ③ 摩擦係数
-
伸線ダイスと線材の間には必ず摩擦が発生します。
この摩擦が大きいほど引き抜き力は増加します。線材の材質や潤滑剤の種類によって摩擦係数は変わってきますが、詳しくは後述します。
引き抜き力の計算式
引き抜き力を求める方法はいくつかありますが、ここでは「Sachs(ザックス)式」と呼ばれる計算式を紹介します。
今回の引き抜き力の計算は、「引き抜き応力(σd)」を求め、それに加工後の断面積を掛けることで「引き抜き力(F)」を算出する、という2段階の流れの方法で紹介します。
一見難しく見えますが、それぞれの記号に数字を入れていけば大丈夫です。
STEP 1:引き抜き応力を求める
σd = σ₀ × (1 + 1/(μ·cotα)) × [1 - (A₁/A₀)^(μ·cotα)]| 記号 | 意味 | 単位 |
|---|---|---|
| σd | 引き抜き応力(引き抜きに必要な応力) | MPa(= N/mm²) |
| σ₀ | 加工前の材料の降伏応力 | MPa(= N/mm²) |
| μ | 摩擦係数 | ― |
| α | ダイスの半角 | ° → rad(ラジアン) |
| cot α | αの余接(= 1/tanα) | ― |
| A₀ | 加工前の断面積 | mm² |
| A₁ | 加工後の断面積 | mm² |
式の中に出てくる「cot α(コタンジェント)」は、1/tanα のことです。電卓やExcelでは「1÷TAN(α)」と入力することで計算できます。
電卓の場合は関数電卓でないと、計算できないかもしれません。
ダイスの半角αは、伸線ダイスのアプローチ角の半分の値ですので、アプローチ角が16°であれば、半角は8°となります。
Sachs式ではαをラジアンではなく度数のままTAN関数に入力していますが、Excelを使う場合はあらかじめ =RADIANS(8) でラジアンに換算しておくか、=TAN(RADIANS(8)) と入力するとスムーズに計算できると思います。
また、σ₀(降伏応力)は本来、加工前後の平均値を使うとより精度が上がりますが、この記事では初心者の方にもわかりやすく計算できるよう、加工前の降伏応力のみを使用しています。
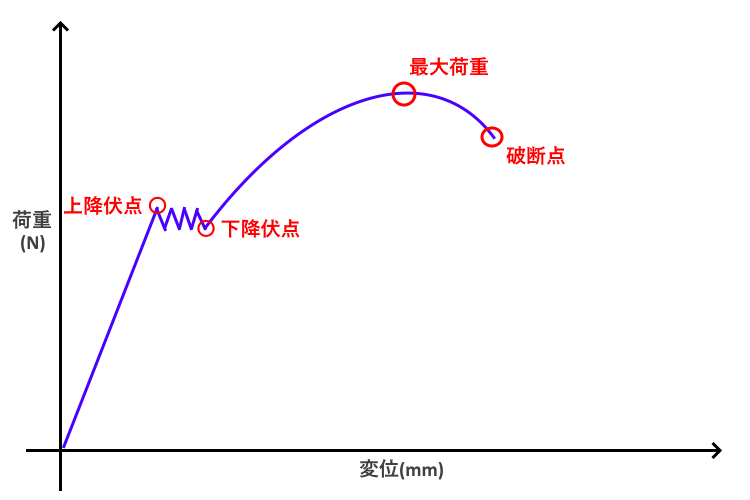
上記グラフの上降伏点の値を降伏応力として使用します。
STEP 2:引き抜き力を求める
F = σd × A₁| 記号 | 意味 | 単位 |
|---|---|---|
| F | 引き抜き力 | N(ニュートン) |
| σd | STEP 1で求めた引き抜き応力 | MPa |
| A₁ | 加工後の断面積 | mm² |
STEP1で計算した引き抜き応力(σd)に、加工後の断面積を掛けるだけなので、STEP 2 はシンプルです。実際の現場では摩擦状態や加工硬化の影響やその他影響もあるため、あくまで目安として活用するのが良いと思います。
計算例:鉄(低炭素鋼)で試してみる
実際に数字を当てはめて計算してみます。以下の条件を設定します。
| 条件 | 値 |
|---|---|
| 加工前の線径(d₀) | 3.0 mm |
| 加工後の線径(d₁) | 2.5 mm |
| 材料の降伏応力(σ₀) | 300 MPa(低炭素鋼の目安) |
| 摩擦係数(μ) | 0.08(潤滑あり) |
| ダイス半角(α) | 8° |
摩擦係数は、後述する材質別の目安表における鉄(低炭素鋼)の範囲(0.05〜0.10)の中間的な値として0.08を使用しています。
ここからステップを分けて計算していきます。
① 断面積を計算する
A₀ = π/4 × 3.0² ≒ 7.07 mm²
A₁ = π/4 × 2.5² ≒ 4.91 mm²
② μ·cotα を計算する
cot(8°) = 1 / tan(8°) = 1 / 0.1405 ≒ 7.115
μ·cotα = 0.08 × 7.115 ≒ 0.569
1/(μ·cotα) = 1 / 0.569 ≒ 1.758
③ (A₁/A₀)^(μ·cotα) を計算する
A₁/A₀ = 4.91 / 7.07 ≒ 0.6945
(0.6945)^0.569 ≒ 0.813
Excelでは =POWER(0.6945, 0.569) と入力することで求められます。
④ 引き抜き応力を計算する
σd = 300 × (1 + 1.758) × (1 – 0.813)
= 300 × 2.758 × 0.187
≒ 154.8 MPa
⑤ 引き抜き力を計算する
F = 154.8 × 4.91 ≒ 760 N
この条件では、引き抜き力はおよそ 760 N(約77 kgf) という計算結果になります。
なお、引き抜き応力σd(154.8 MPa)が材料の降伏応力σ₀(300 MPa)を大きく下回っていることが確認できます。
引き抜き応力が材料の引張強さに近づいてくると、引き抜く力に線が耐えられずに、ダイス出口付近で線が破断するリスクが高まります。
また、引き抜き応力が降伏応力を超えた場合は、ダイスを通過した後の線材に意図しない塑性変形(引き細り)が発生する恐れがあります。計算後はこの2点を合わせて確認するようにすると良いでしょう。
材質によって摩擦係数はどう変わる?
先ほどの計算式に出てきた摩擦係数(μ)ですが、この値は材質によって変わってきます。
なぜかというと、材質ごとに表面の硬さや滑りやすさ、潤滑剤との相性などが異なるためです。同じ潤滑剤を使っていても、材質が変わると摩擦係数も変化するため、引き抜き力の計算時には材質に合った値を使うことが大切です。
伸線加工での鉄・銅・ステンレスの摩擦係数の目安を以下にまとめました。
| 材質 | 摩擦係数の目安(潤滑あり) |
|---|---|
| 鉄(低炭素鋼) | 0.03 ~ 0.10 |
| 銅 | 0.03 〜 0.06 |
| ステンレス | 0.04 ~ 0.15 |
これらの摩擦係数はあくまで目安の値です。
使用する潤滑剤の種類や伸線速度、ダイスの表面状態によっても変わってきますので、実際の現場では試験引き抜きなどを通じて確認することをお勧めします。
引き抜き力が大きすぎるとどうなる?
引き抜き力が過大になると、主に以下のような問題が発生します。
- 断線のリスクが高まる
-
引き抜き応力が材料の引張強さに近づいてくると、ダイス出口付近で線が破断しやすくなります。特に連続伸線機で多数パス引きを行っている場合、1パスあたりの加工硬化が累積されていくため注意が必要です。
- 伸線機・ダイスへの負荷が増える
-
引き抜き力が大きくなるとダイス面圧も上がるため、伸線ダイスの摩耗が早まります。結果としてダイス交換の頻度が増えてしまい、ランニングコストの増加につながることがあります。
引き抜き力を下げる方法としては、主に以下の3つが挙げられます。
- 減面率を下げる:1パスあたりの加工量を減らし、パス数を増やす。
- 潤滑剤を見直す:摩擦係数の低い潤滑剤に変更する。
- ダイス角度を見直す:ダイスの半角αが小さすぎたり大きすぎたりしても引き抜き力は増加するため、最適な角度を探ることが大切です。
伸線加工では潤滑剤がとても重要な役割を果たしており、潤滑剤を適切に使うことで摩擦係数を下げ、引き抜き力を抑えることができます。
まとめ
今回は伸線加工における引き抜き力の計算方法を紹介しました。
計算の流れとしては、まずSachs式で引き抜き応力を求め、それに加工後の断面積を掛けることで引き抜き力が求まります。
σd = σ₀ × (1 + 1/(μ·cotα)) × [1 – (A₁/A₀)^(μ·cotα)]
F = σd × A₁
材質によって摩擦係数が異なるため、鉄・アルミ・ステンレスそれぞれに合った値を使うことが大切です。また計算はあくまで目安であり、実際の現場での確認も合わせて行うようにしてください。
引き抜き力の計算を活用することで、断線トラブルの未然防止や設備選定の参考にしていただけると良いかと思います。