
切削加工であれば皮むきや、めっきであれば洗浄など、加工を行う前には様々な前処理が行われます。
伸線加工も例外ではなく、伸線を行う前には必要に応じて前処理が行われており、前処理を行うことにより伸線性や品質が向上します。
この記事では伸線加工で行われている、前処理(スケール落とし)について紹介します。
伸線加工の前処理(スケール落とし)とは?
伸線加工の前処理とは、主に線の表面に付着したスケール・サビ落としを行うことです。
この前処理を行うことによって、ダイス持ちなどの伸線性向上や断線の低減、不純物の除去を行うことができます。
スケールとは
スケールとは製鉄会社(日本製鉄やJFEスチールなど)で製造した鉄の表面に付着している酸化被膜のことです。
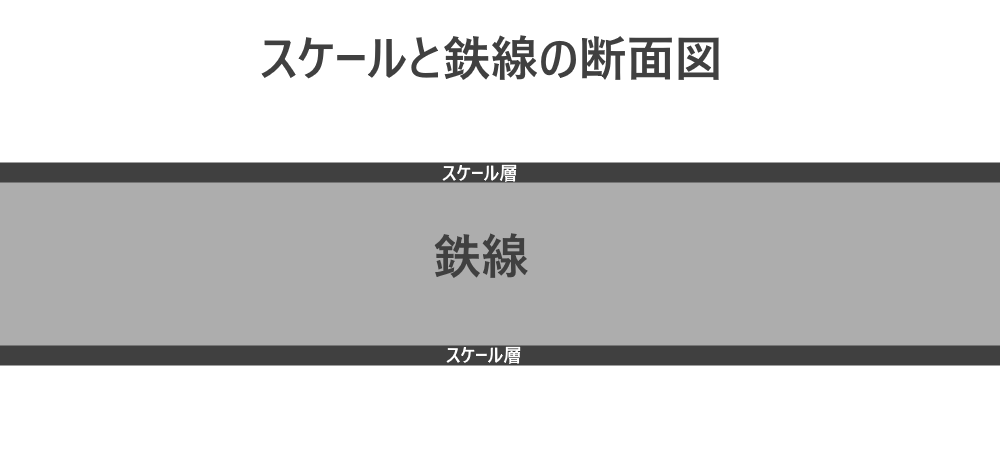
してくれるこのスケールがあることで、加工前の保管中は内部の鉄線をサビから保護という面があるのですが、伸線加工を行う際は良いものではありません。
このスケールは鉄線自体よりも硬度が高いため、伸線ダイスを傷つけてダメージを与えたり、伸線時に線内部に入り込んで不純物となり、断線の原因になってしまう場合があります。
サビ(錆)とは
サビは皆さんご存知の通り、鉄を放置しておくと表面に発生する赤褐色の酸化鉄のことです。
サビも鉄線自体より硬度が高いため、伸線ダイスにダメージを与え、サビが内部に入り込むと不純物として断線の原因になる場合があります。
サビの場合には、そのサビを起点としてさらにサビが拡大・進行してしまい、品質に悪影響を及ぼす恐れがあります。
前処理の方法
伸線加工の前処理は曲げたり叩いたりしてスケールや落とす機械的な方法と、薬品を使用して落とす化学的な方法の2種類が使われています。
機械的な方法
- リバースベンディング
- ショットブラスト
- エアーブラスト
- リバースベンディング
-

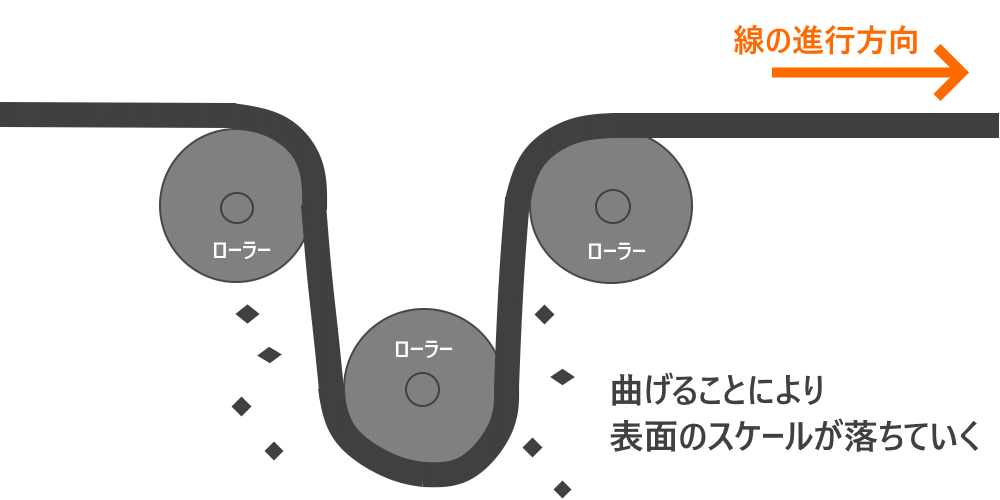
スケールは硬く脆いため、線を曲げるとパリパリと割れて線から剥がれていきます。その特性を活かして、線を様々な方向に曲げる(ベンディング)ことにより、スケールを落とす方法がリバースベンディングです。
それに付随して、鉄ブラシで線表面を擦ることで、折り曲げるだけでは落としきれなかったスケールを落とすこともあります。
- ショットブラスト
-
小さな鉄球を線に高速で衝突させることにより、スケールを叩き割って剥がす方法です。
ショットブラストはスケールを剥がすだけでなく、鉄球が当たったところが少し変形することで加工硬化が発生し表面硬度が上昇します。(スケール落としくらいではあまり影響はありませんが)
- エアブラスト
-
砂をエアーで高速噴射し線に衝突させることでスケールを剥がす方法です。サンドブラストと同じ方法で、砂を線に吹き付けることで表面を削ってスケールを落とします。
上記のような機械的にスケールを除去する設備は、メカニカルデスケーラ(メカデス)と呼ばれ伸線機の前に連結することもできるため、伸線を行いながらスケール除去ができるので生産性が高く、消耗品も少ないためランニングコストも低く抑えられます。
しかしながら薬品で除去する方法よりもスケール残りが起きる可能性が高く、鉄ブラシで擦ったキズなどが伸線加工で悪影響を及ぼす可能性があるデメリットもあります。
科学的な方法
硫酸や塩酸などの強い酸性の薬品を使い、スケールを溶かして落とす方法で、酸洗いなどと呼ばれています。
ロッドと呼ばれる製鉄会社からの線を、丸ごと薬品にどぶ漬けしてスケールやサビを溶かします。酸性の薬品に入れるため、スケールが落ちた後に放置すると、すぐに鉄が酸化してサビてしまうので、水洗いやアルカリ性の薬品に漬けたりなどの後工程が複数必要となります。
ロッドは1本で数トンという大きな単位で届くため、それを扱える設備、どぶ漬けできる大きな設備が必要となります。
また先述した通り、酸に入れた後は水洗いやアルカリに漬けたりするため、それら専用設備が必要となります。酸やアルカリ性の薬品を使用するため、揮発した蒸気を吸い込んで綺麗にする設備(スクラバー)や、薬品廃液を処理する設備も必要となるため、設置・維持には高額なコストがかかります。
しかしながら酸洗いを行った線は、メカニカルデスケーラよりも線表面が綺麗に仕上がります。
どちらが良いのか?
| 機械的な方法 | 科学的な方法 | |
|---|---|---|
| スケール落ち | ||
| 生産性 | ||
| 初期費用・ランニングコスト |
単純に伸線性・品質という面だけで見れば、酸洗いでスケールを落とした方がスケールは綺麗に落ちますし、金属ブラシやブラストの傷が線表面に付かないため、酸洗いの方が優れています。
しかしながら酸洗いの場合には、伸線しながら前処理を行うことができず、酸洗い→洗浄など複数工程が必要になるため、生産性という面ではメカニカルデスケーラに劣ります。
高い品質要求、高コストな材料・製品なのであれば酸洗いとなるでしょうが、そこまで品質を求められておらず低価格で大量生産が必要な場合には、少し伸線性が落ちても生産性を優先するメカニカルデスケーラが最適でしょう。
それぞれ一長一短があるため、自社製品はなにが求められているのかを検討して、どちらを使用するのか判断することが必要です。
伸線加工の前処理まとめ
伸線加工の前処理(スケール落とし)について紹介しました。
綺麗な線で伸線を行うことで伸線性は向上しますが、綺麗さを求めすぎて生産性が落ちてもいけないので伸線性・品質・生産性のバランスが必要になります。
前処理設備というのは多額な導入コストが掛かるため、様々な面から検討を重ね最適な前処理方法を設定することが必要です。
コメント